







概要
JIS G4303には析出硬化系ステンレス鋼としてSUS630および631が記載されています。番号が一番違いですから、それほど大きな差はないと考えられがちです。しかし、熱処理により硬さが生じるメカニズムも容易に入手できる素材の形状も異なります。
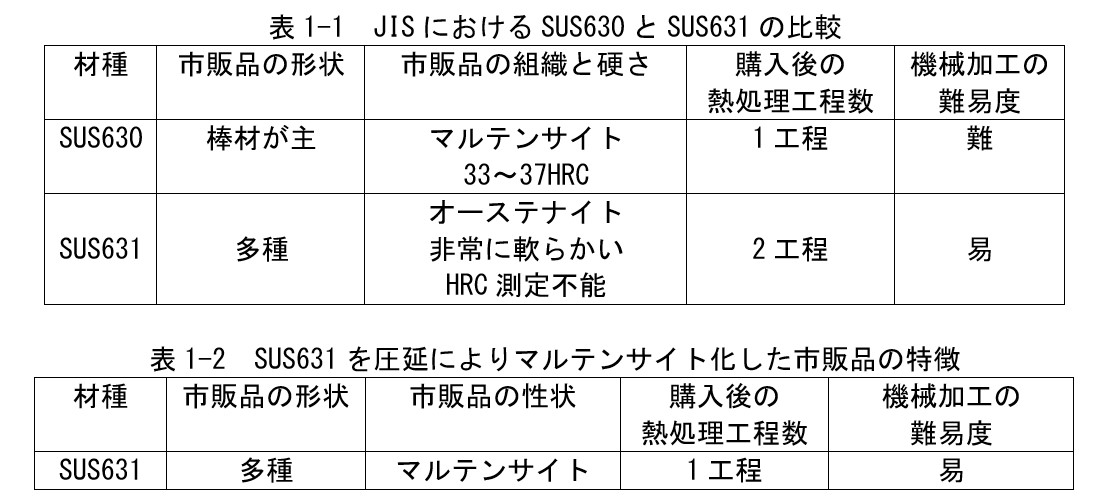
下表に簡易的な比較を記します。
今回は、SUS630および631が含有している化学成分および金属組織から熱処理方法と主たる市販品の形状が異なる理由についての解説を行います。
2.SUS630
-
-
SUS630の化学成分から解る金属組織
金属組織を化学成分および熱処理方法から観ると、C(炭素)量は0.07%以下と低いもののマルテンサイト組織が析出を開始するMs(マルテンサイト スタート)点は室温以上となっています。
そのため最初に市販品を固溶化熱処理(S処理)した後の硬さは33~37HRC程度になります。このような理由からSUS630は冷間圧延に難があると言われ、過去には市販されている形状は棒材のみで、板材および線材を見かけることがありませんでした。
しかし、自動車業界など鋼材を大量に消費する製造業界では特別な形状、特別な含有成分を鋼材メーカへ多量に発注します。そのためにSUS630も例外ではなくC(炭素)およびN(窒素)の低減を施し硬さの低下がなされた材料が開発されると同時に冷間圧延技術の進歩も相まって市販品にも板材などが出回るようにはなっています。ちなみに市販品としては供給されず特定の自動車メーカなどへのみ供給される素材を「ヒモ付き」などと呼んでいます。

-
SUS630の熱処理
最初の固溶化熱処理(S処理)を行った時点で硬いマルテンサイト組織が析出します。さらに硬さを増すために添加されている成分がCu(銅)です。このCu(銅)は析出硬化処理を行うと結晶粒内で強度が大きいリッチ相(ε-Cu:イプシロン–銅)を形成します。これが結晶粒内において微細で多量に析出すると転位の動きに障壁が生じます。そのため、「転位の移動の妨げ=硬さの上昇」に結び付きます。
また、硬さは成形比にも大きく依存します。成形比が大きくなると結晶粒内により多くの転位が発生します。この数量が多くなることで相互に干渉し合い移動を妨げ、自分で自分の足を引っ張ることになり硬さが増大します。
そのため素材を目標硬さの範囲に収めるには、析出硬化の温度および処理時間に加えて成形比も大きな要因となることを知っておかなければなりません。
なお、Nb(ニオブ)はC(炭素)と強力な結合を生じて固定すると同時に析出硬化に寄与します。
※転位とは:原子は金属の結晶粒内で規則正しく並んでいます。しかし、部分的にその規則性が乱れ、原子が整然と並ぶことがない欠陥箇所が存在します。これが転位です。加工硬化が生じた部分は、まさに転位の集合箇所であると言えます。
“表3”中のH900などのHは硬化を数字は華氏(℉)の温度を表したものです。900℉を摂氏(℃)に換算すると約482℃になります。JISでは“470~490℃空冷”となっているため、ほぼ中間温度となることが解ります。
析出硬化処理にはH900からH1150まで4種類の方法があります。処理温度が高くなるに従い処理後の硬さは低くなります。また、温度ばかりでなく処理時間が長くなると硬さの低下が観られます。これが“過時効”と言われる現象です。

-
3.SUS631
-
SUS631の化学成分から解る金属組織
SUS631はNi(ニッケル)を多量に含有することからオーステナイト系であることが解ります。そのため固溶化処理(S処理)後、室温における組織は多量のMn(マンガン)、Cr(クロム)などを含有した過飽和のオーステナイトです。
この組織は、応力や熱を加えることでマルテンサイトへと変態します。例えば機械加工時には応力が加わるため硬いマルテンサイトへと変態します。
例えば機械加工時には応力が加わるため硬いマルテンサイトへと変態します。これが“表1-2”で示した圧延によるマルテンサイト化した素材となります。
市販材にはオーステナイト組織である固溶化処理(S処理)後のワークを圧延して応力が加わったことによりマルテンサイト化した製品も在ります。これですと機械加工により製品形状を整えたのちに1回の時効処理を行うことで硬さを出現させることができます。
2.SUS631の熱処理
最初の固溶化熱処理後の組織はオーステナイトです。そのままでは素地が軟らかいのでマルテンサイトへ変態させ、その後析出硬化処理を行い更に硬くします。

析出硬化処理ではβ-NiAl(ベータ–ニッケルアルミニウム)相を出現させます。この相は結晶粒内の転位が動く際の障壁となります。これが析出硬化処理であり硬くなる理由です。なお記号、RH500のRはサブゼロ処理を、TH1050のTは中間処理を表します。
この析出硬化処理の手法を具体的に示すと以下の2項目となり処理時間および温度が厳密に定められ、工程の管理を徹底する必要性が解ります。
1) RH950:3工程
S処理(固溶化熱処理) ⇒ R処理(955±10℃10分保持 → -73±6℃8時間保持)
⇒ H処理(510±10℃h60分保持空冷)
2) TH1050:3工程
S処理(固溶化熱処理) ⇒ T処理(760±15℃90分保持 → 15℃以下冷却30分保持) ⇒ H処理(565±10℃90分保持空冷)
4.金属組織と熱処理方法のまとめ
金属組織ですが、固溶化熱処理(S処理)を終えた時点でSUS630は硬いマルテンサイト、SUS631は軟らかいオーステナイトです。
SUS630は、既に硬い組織中にε-Cu(イプシロン–銅)相を多数分散させて更なる硬さの増大を図ります。
一方SUS631は、固溶化熱処理(S処理)後の素地がオーステナイトですから一度、サブゼロ処理なり、中間処理を行い、その後結晶粒内にβ-NiAl(ベータ–ニッケルアルミニウム)相を出現させ硬くします。
析出させて硬化させる手法は、SUS630がε-Cu(イプシロン–銅)相を、SUS631はβ-NiAl(ベータ–ニッケルアルミニウム)相を、と析出する金属化合物は異なりますが、素地の結晶粒内に析出させるという考え方は同一です。
また、熱処理完了後に製品として使用する際は、高温と長時間の保持は析出相の粗大化および消失の要因となり軟化に結び付くので、使用温度は約500℃までが望ましいところです。
析出硬化系ステンレス鋼に掛かる文献の紹介
SUS630については大同特殊鋼株式会社のグループが記した論説「清水哲也,竪山智直,岡部道生:SUS630の冷間加工性,ピーク時効引張特性に及ぼすC,N,Nb量の影響,電気製鋼67-2(1996)」が非常に興味深い現象と改良に向かうべき方向性を易しく示唆しています。
析出硬化のメカニズムについては日本金属学会などで多くの報告がなされています。著書としては「村外志夫,森勉:マイクロメカニックス=転移と介在物,培風館(1976)」、「松浦圭助:第2相による硬化,所収 講座・現代の金属学 材料編3材料強度の原子論,日本金属学会(1995)」などがあります。