







概要
窒素および水素の混合ガスを使用することにより環境に無負荷な処理であり、併せて殆ど全ての鋼材に対応が可能であること。これが最大の特徴である。なお、鉄鋼材料は、窒素の侵入方法で大きく二種類に分けられる。
一つは、窒素が侵入し易く内部に拡散層が形成されるもの素材である。もう一つは、窒素が浸透し難い素材である。SKH材はNが内部まで浸透するため表面の白層下部から内部に向かい窒化物の拡散層が形成される。一方SCM材など窒素が浸透し難い素材は表面に硬い白層が形成され素材内部は硬化しない。
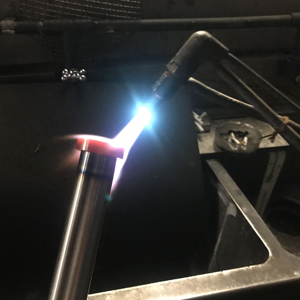
処理方法はワークと炉壁間でグロ-放電を発生させることにより行われる。
その条件は、以下のとおりである。
① 雰囲気ガス
N2とH2の混合ガスが用いられる。
② 放電の電圧
500V前後が印加される。
③ 減圧
700Pa前後が多用される。
2.利用方法
(1)特徴
1) 殆ど全ての鋼材に適用が可能である。
2) ワークの使用目的に合致した最適な条件を得るために処理の可変が可能である。
例えば、耐衝撃性を求める場合は、衝撃に強いFe4N層を多く析出させることも可能である。
3) 500℃以下の処理が可能であり、ワークの変寸を抑えることができる。
4) 後加工が不要である。
5) 耐食性が向上する。
6) ガス窒化と比べて、処理時間が半分以下である。
7) 部分的な窒化防止が可能である。
(2)硬さおよび変形
窒素の浸透程度により硬さは異なる。S××C、SKなどの炭素鋼は、550~800HV程度、SCMなどの低合金鋼は、700~900HV程度、SKD11などの高合金工具鋼は1000~1200HV程度の硬さとなる。
変形は500℃未満であれば1/100mm以下の誤差で収まることが実験により確認されている。
3.まとめ
イオン窒化は、殆どの鋼材に対して使用目的に応じた処理が可能であると共に、環境にも適応できる処理方法であると言える。