







概要
熱処理は“均一加熱”、均一冷却およびMs~Mf間での保持”が変形を抑制するための重要な条件となっている。
塩浴炉(ソルトバス)を用いた焼入れおよびマルテンパ(マルクエンチ)は、雰囲気炉からの油焼入れと比べ、「変形が少ない。」と言われている。
従来から熱処理における変形は、不均一加熱、急速冷却、残留オーステナイトなどに起因するものと考えられてきた。特に工具鋼であるならば、残留オーステナイトは重大な因子である。
また、若干の硬さ低下はマルテンパに起因する10~15%程度の残留オーステナイトによるものと考えられる。
今回は、“均一加熱”、“均一冷却と等温保持”および“残留オーステナイト”の因子から塩浴炉加熱から行うマルテンパについて“変形”および“硬さ”の解説を行う。
2.各因子からの追究
(1)均一加熱
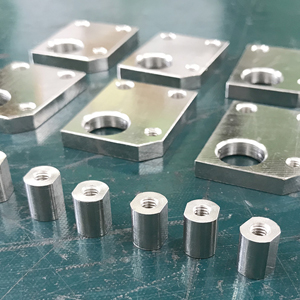
塩浴炉による加熱は、均等温度の塩浴中にワークを投入することから始まる。塩浴内でワークは、熱伝導を主体とした加熱により均一に加熱・保持される。そのためにワークの膨張は均等に生じて変形の因子とはならない。 ワークが大きく偏肉を有している、大きな加工応力を保持しているなどの特別な事情が無い限り、塩浴炉を使用しての加熱は“変形”に対して大きな『優位性』を保ち、殆ど変形を生じることはない。(2)均一冷却およびMs~Mf間での等温保持
塩浴中で加熱されたワークは、Ms点以下の170℃近傍まで塩浴中において急冷される。この170℃塩浴中での急冷は均一冷却であり、油焼入れと比較して変形防止に大きく寄与する。 また、170℃での等温変態は、オーステナイトからマルテンサイトへの変態を徐々に促すことになり、これも変形防止に寄与する。(3)残留オーステナイトによる硬さ低下
0.6%C以上の鋼は室温以下の温度でMf点が存在する。そのために、この処理方法では、ワークに残留オーステナイトが存在することになり、焼入れ時の硬さは、油焼入れよりも若干の低下を伴うことは考慮する必要がある。